


 г. Екатеринбург, ул. Педагогическая, 8а
г. Екатеринбург, ул. Педагогическая, 8а


ВАШ ПЕРСОНАЛЬНЫЙ МАСТЕР ТОЧНОСТИ
Идеальный станок для шлифовки заготовок и изготовления инструмента с микронной точностью — *Н30* станет вашим незаменимым союзником. Этот четырехосевой бесцентрово круглошлифовальный станок — это настоящее инженерное решение, которое способно заменить целый парк универсальных станков.
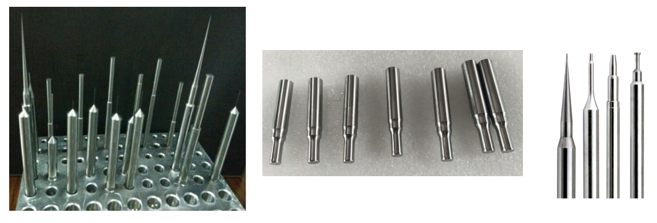
Станок Н30 создан для обработки заготовок диаметром от *0,5 мм* и длиной до *300 мм*, включая:
* Конусы
* Иглы
* Ступенчатые столбики с переменным диаметром
* Радиусные окончания
* Пуансоны
* Фаски
* Поверхности с различной шероховатостью
Каждая деталь выходит из-под шлифовального круга с идеальной геометрией и высоким качеством обработки.
ИНТЕЛЛЕКТ В ДЕТАЛЯХ: СИСТЕМА ЧПУ ANCA
В сердце станка — *инновационная система ЧПУ от ANCA*, одного из мировых лидеров в области автоматизации шлифовки. Преимущества:
* Удобный и гибкий интерфейс для настройки операций
* Высокая скорость перенастройки под разные типы заготовок
* Поддержка сложных траекторий и компенсации износа
* Интеллектуальное управление шлифовкой в режиме реального времени
7 ОСЕЙ ДЛЯ БЕЗУПРЕЧНОЙ АВТОМАТИЗАЦИИ
4 оси самого станка + 3 оси манипулятора обеспечивают полную автоматизацию процесса. Это:
* Минимизация участия оператора
* Стабильное качество на больших объемах
* Возможность работы 24/7 в автоматическом режиме
Бабка с заготовкой движется по оси "вперед-назад", обеспечивая равномерную подачу на оба шлифовальных круга.
КОНТРОЛЬ ТОЧНОСТИ — ЛАЗЕРНЫЙ УРОВЕНЬ
Интегрированные *лазерные датчики контроля размеров* обеспечивают непрерывный мониторинг параметров заготовки в процессе шлифования. Это:
* Исключение брака
* Постоянное соответствие микронным допускам
* Безопасность и предсказуемость производства
ЭФФЕКТИВНОСТЬ, КОТОРАЯ ЗАМЕНЯЕТ ПАРК СТАНКОВ
Один Н30 способен *заменить несколько универсальных шлифовальных станков, особенно при производстве **шлифованных столбиков* — базовых заготовок для производства инструмента.
*ИДЕАЛЬНАЯ СВЯЗКА С GT3
Станок Н30 органично дополняет работу станка GT3. В тандеме они обеспечивают полный цикл: от заготовки до готового инструмента, с минимумом ручного труда и максимумом автоматизации.
Описание станка
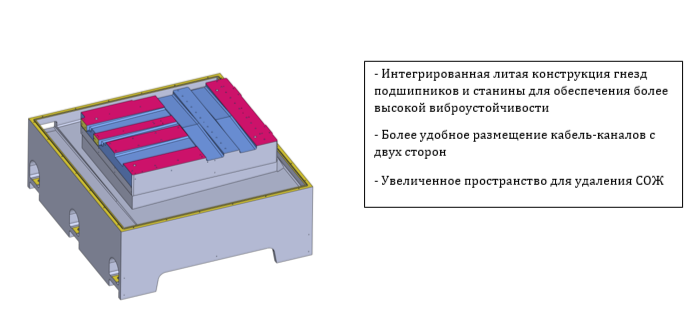
1. Станина
Станина и элементы конструкции станка отлиты из высококачественного чугуна FC-30 и подвергаются термической обработке в виде нормализации с последующим естественным старением. Для обработки элементов конструкции использовалось оборудование YASDA, MITSUI SEIKI, TOSHIBA, ELB и другое оборудование мирового уровня с однократным зажимом заготовки. Точность размеров прецизионных деталей может достигать микронного уровня, что обеспечивает высокую точность основных компонентов оборудования.
2. Первый в Китае ступенчато-шлифовальный станок, который позволяет при обработке шлифовальными кругами избавиться от проблемы малого съема припуска и низкой эффективности при круглом наружном шлифовании. Использование торца в качестве начальной поверхности для черновой обработки позволяет увеличить объем обрабатываемых заготовок и повысить эффективность обработки. В то же время преимуществом данного станка является возможность обработки ступенчатых деталей малого диаметра.
3. В станке использована высокоавтоматизированная система шлифования, кнопки и значки можно свободно перемещать и переставлять, а интерфейс для обработки многоступенчатых заготовок со сложной поверхностью не требует программирования. А высокофункциональный интерактивный сенсорный экран позволяет выполнять команды жестами.

(1) Расширенный интерфейс
Позволяет операторам беспрепятственно отслеживать обрабатываемые данные и взаимодействовать с ними, обеспечивая передовой пользовательский опыт.
(2) Полная индивидуализация
Благодаря новейшим технологиям, кнопки и значки можно свободно перемещать и перестраивать в соответствии с производственными потребностями различных пользователей.
(3) Экономия времени
Используемое программное обеспечение предоставляет вам передовые технологии. Заполняет разрыв между программистами и не владеющими программированием специалистами.
(4) 19-дюймовый цифровой ЖК-дисплей
Емкостный сенсорный экран для разнообразного промышленного применения, полная эффективная площадь отображения, водо- и маслостойкий.
4. Путем выбора из предлагаемых схем различных форм заготовок оператор может быстро создать изображение обрабатываемой детали и ввести соответствующие параметры, завершая таким образом создание программы для процесса шлифования.

5. Смазка к направляющим и прецизионной шарико-винтовой паре станка непрерывно подается системой автоматической смазки для обеспечения более длительного срока их службы и точности. Система охлаждения располагается отдельно от корпуса станка для устранения вибрации и облегчения отвода тепла.
(1) Направляющие с перекрестными роликами обеспечивают компактность конструкции, низкий коэффициент трения, стабильность в работе, большую поверхность контакта, повышенные точность и несущую способность;
(2) Применение V-образных поворотных уплотнений значительно повышает защитные свойства сервоконструкции и увеличивает срок службы ШВП и подшипников;
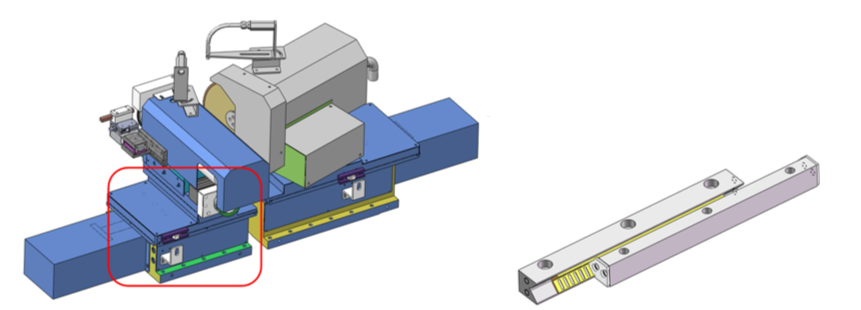
(3) Опционально доступна оптическая линейка, что позволяет отслеживать в режиме реального времени работу ШВП и перемещение по направляющим, что, в свою очередь, повышает точность и повторяемость позиционирования.
6. В качестве шпинделя шлифовального круга использован высокоточный электрический шпиндель. Шпиндель имеет систему внутреннего охлаждения маслом для поддержания постоянной температуры, также дополнительно установлено устройство регулировки частоты вращения. Максимальная линейная скорость шлифовального круга может достигать 90 м/с, что позволяет обрабатывать детали разных диаметров и делает обработку легкой, удобной и эффективной.
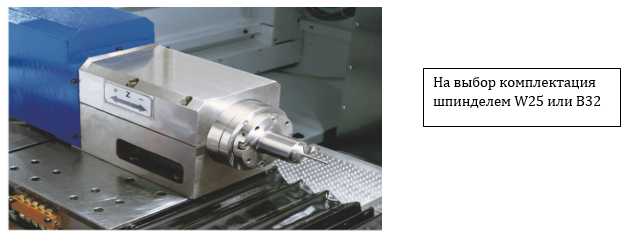
7. Стандартный способ зажима, используемый на данном станке, - цанговый, и представлен цангой швейцарской компании Schaublin S.A., которая отличается высокой точностью зажима и хорошей долговечностью.
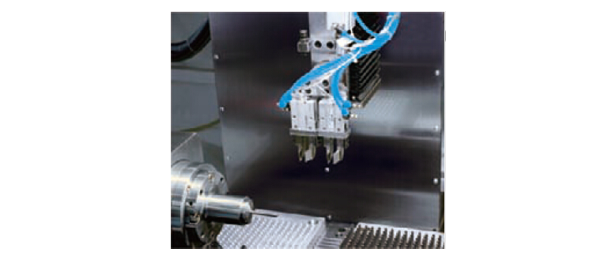
8. Автоматический загрузочно-разгрузочный манипулятор приводится в движение тремя серводвигателями ANCA. Благодаря сочетанию прецизионных линейных направляющих и системы управления ANCA весь процесс подачи и приема заготовок проходит эффективно, быстро и с высокой точностью.
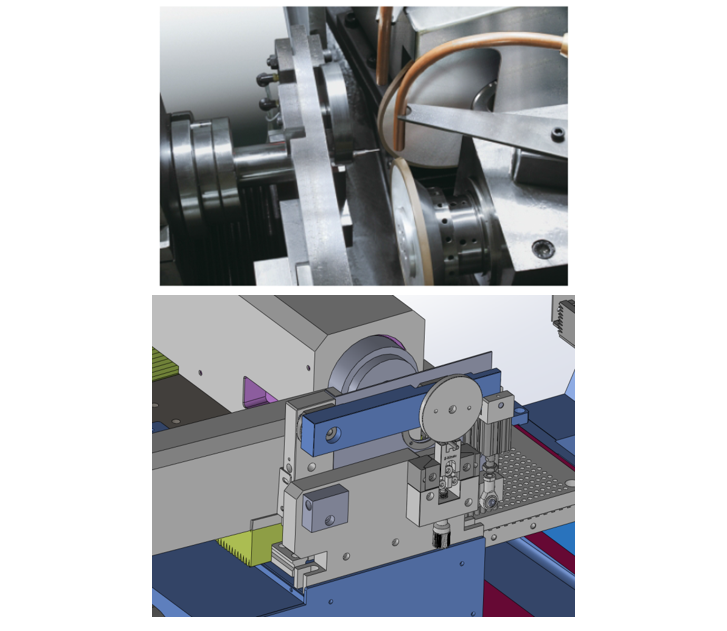
9. С помощью контактных датчиков итальянской компании Marposs или лазерных датчиков позиционирования японской компании Keyence, а также метода фронтального позиционирования, можно провести прецизионную обработку поверхности многоступенчатой заготовки, соблюсти длину сегментов заготовки и устранить последствия ошибок устройств автоматической подачи и зажима.

10. Устройства автоматизации
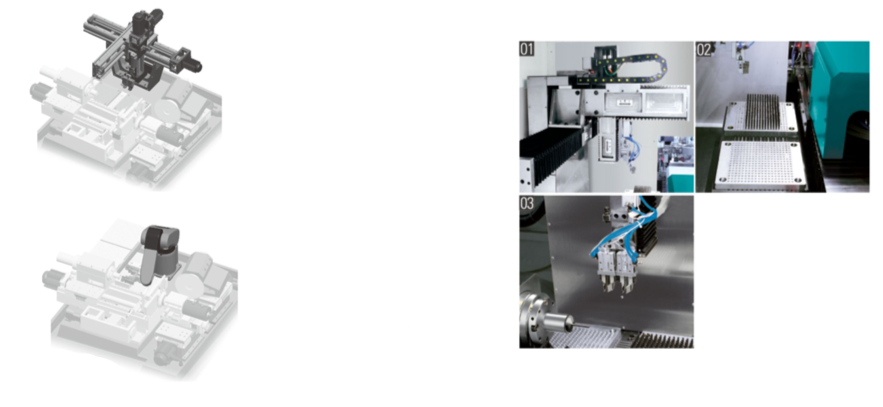
Манипулятор
(1) Автоматический загрузочно-разгрузочный манипулятор приводится в движение тремя серводвигателями ANCA. Благодаря сочетанию прецизионных линейных направляющих и системы управления ANCA весь процесс подачи и приема заготовок проходит эффективно, быстро и с высокой точностью.
(2) Устройство для подачи материала
Вместимость лотков для загрузки и выгрузки 340-510 шт. заготовок, управлять ими просто и удобно. Требуются только операции по подъему лотка, совмещению с четырьмя отверстиями и возврату на место.
(3) Погрузочно-разгрузочное устройство.
Для погрузки-выгрузки изделий используются два пальцевых пневмоцилиндра. Один поворотный цилиндр отвечает за регулировку угла, диапазон регулировки составляет 0-90°.
Технические характеристики
|
№ |
Наименование |
Ед.изм. |
Модель: H30 |
|
|
1 |
Диапазон диаметров зажимаемых заготовок |
мм |
0.5-20 (Под заказ: до 32) |
|
|
2 |
Диапазон диаметров шлифования |
мм |
0.05-20 |
|
|
3 |
Макс. длина зажимаемой заготовки/длина шлифования |
мм |
300/200 |
|
|
4 |
Система управления (ЧПУ – 4 оси) |
|
X/Y/Z/Z′ |
|
|
5 |
Система подачи и выгрузки материала (ЧПУ-3 оси) |
|
U/V/W |
|
|
6 |
Черновое шлифование |
Размеры шлифовального круга (наружный диаметр х высота х диаметр отверстия) |
мм |
250×20×31.75 |
|
7 |
Частота вращения шлифовального круга (электрический шпиндель) |
об/мин |
0~9000 |
|
|
8 |
Макс. линейная скорость шлифовального круга |
м/с |
90 |
|
|
9 |
Мощность шлифовального шпинделя |
кВт |
18.5 |
|
|
10 |
Чистовое шлифование |
Размеры шлифовального круга (наружный диаметр х высота х диаметр отверстия) |
мм |
150×20×31.75 |
|
11 |
Частота вращения шлифовального круга (электрический шпиндель) |
Об/мин |
0~12000 |
|
|
12 |
Макс. линейная скорость шлифовального круга |
м/с |
90 |
|
|
13 |
Мощность шлифовального шпинделя |
кВт |
3.5 |
|
|
14 |
Мин. размер шага по осям X/Y/Z/Z′ |
мм |
0.001 |
|
|
15 |
Длина хода по оси Х (шпиндель круга чернового шлифования) |
мм |
73 |
|
|
16 |
Длина хода по оси Y (шпиндель круга чистового шлифования) |
мм |
40 |
|
|
17 |
Длина хода по оси Z (передняя бабка) |
мм |
374 |
|
|
18 |
Длина хода по оси Z’ (4-я ось) |
мм |
52 |
|
|
19 |
Сервопривод осей X/Y/Z/ Z′ |
кВт |
2.0 |
|
|
20 |
Мощность двигателя шпинделя передней бабки |
кВт |
1.8 |
|
|
21 |
Частота вращения шпинделя передней бабки |
Об/мин |
0-3000 |
|
|
22 |
Масляный насос высокого давления |
кВт |
0.25 |
|
|
23 |
Режим вращения шпинделя передней бабки |
|
Фиксированный |
|
|
24 |
Способ позиционирования заготовки |
|
Фронтальное, с помощью лазерного указателя |
|
|
25 |
Сервопривод манипулятора по осям U/V/W |
кВт |
1.0 |
|
|
26 |
Вес брутто станка (примерн.) |
кг |
5000 |
|
|
27 |
Габаритные размеры станка (Д*Ш*В) |
мм |
2000*2600*2000 |
|
Точность станка
При обработке деталей шлифованием на ступенчато-шлифовальном станке, должны соблюдаться следующие нормативные требования по точности: (для заготовок из разных материалов применяются разные шлифовальные круги)
А. Черновое шлифование (припуск на обработку: 0.05~1.5мм)
Б. Чистовое шлифование (припуск на обработку: 0.002~0.02мм)
|
№ |
Модель |
Заготовка (мм) |
Круглость |
Цилиндричность |
|
1. |
H30 |
Стандартный образец Ф6 |
≤0.002мм |
≤0.002мм |
При обработке партий заготовок, вследствие объективных факторов, таких как износ шлифовального круга, отфильтрованная при шлифовании заготовок пыль, а также длительное время использования СОЖ, точность обработки изделий может незначительно меняться, погрешность может находиться в пределах 0,005 мм.
Стандартная комплектация
|
№ |
Наименование |
Происхождение/ Марка |
|
1 |
Система ЧПУ |
Китай & Австралия |
|
2 |
Серводвигатель подачи по оси Х/ Z |
Австралия/ANCA |
|
3 |
Шарико-винтовая передача по оси X/Z |
Тайвань, Китай/PMI |
|
4 |
Цанга и патрон |
Швейцария / Китай/Schaublin/DSP |
|
5 |
Шпиндель для черновой обработки |
Китай/ Luozhou/Haozhi |
|
6 |
Шпиндель для чистовой обработки |
Китай/Luozhou/Haozhi |
|
7 |
Сервопривод манипулятора |
Австралия/ANCA |
|
8 |
Устройство торцевого позиционирования |
Япония/KEYENCE |
|
9 |
Устройство автоматической подачи смазки |
Китай/BAOTN |
|
10 |
Соединительная муфта |
Китай/Hongjun |
|
11 |
Приводной двигатель насоса СОЖ |
Китай/BAOTN |
|
12 |
Выключатель /контактор |
Франция/Schneider |
|
13 |
Компоненты масляного контура |
Китай/Moldhar |
|
14 |
Подшипники |
Германия/Япония/FAG/NSK |
|
15 |
Рабочее освещение |
Китай/ONN |
|
16 |
Бак для охлаждающей жидкости |
Китай |
|
17 |
Фундаментные подкладки |
Китай |
Техническая спецификация
|
Описание |
Кол-во |
|
Базовая комплектация: |
|
|
Робот-манипулятор |
1 комп |
|
Лазерный детектор Keyence |
1 комп |
|
Шлифовальный круг для черновой обработки (твёрдый сплав)
|
1 шт |
|
Шлифовальный круг для чистовой обработки (твердый сплав) |
1 шт |
|
Техническая документация к станку |
1 комп |
|
Список запчастей: |
|
|
Предохранитель |
4 шт |
|
Изоляционная лента 3м |
1 шт |
|
Резьбовая лента |
5 шт |
|
Набор шестигранных ключей (9шт) |
1 комп |
|
Рожковый ключ 8*10 |
1 шт |
|
Рожковый ключ 12*14 |
1 шт |
|
Ключ 16*18 |
1 шт |
|
Рожковый ключ 17*19 |
1 шт |
|
Рожковый ключ 22*24 |
1 шт |
|
Ящик для инструментов (железный) |
1 шт |
|
Отвертка Phillips 6*150 |
1 шт |
|
Плоская отвертка 6*150 |
1 шт |
|
Разводной гаечный ключ 36*300 |
1 шт |
|
Угловой блок |
6 шт |
|
Угловой винт |
6 шт |
|
Инструмент-оснастка |
|
|
Паллеты D4 |
2 шт |
|
Паллеты D6 |
2 шт |
|
V-образный поддерживающий люнет (D2.5-6мм) |
1 шт |
|
V-образный поддерживающий люнет (D6-10мм) |
1 шт |
|
V-образный поддерживающий люнет (D10-16мм) |
1 шт |
|
V-образный поддерживающий люнет (D16-20мм) |
1 шт |
|
Шлифовальный круг для чистовой обработки (твердый сплав) |
1 шт |
|
Шлифовальный круг для черновой обработки (твёрдый сплав) |
1 шт |
|
Патрон для плоских заготовок D4 |
1 шт |
|
Патрон для плоских заготовок D6 |
1 шт |
|
Диапазон диаметров зажимаемых заготовок
|
0.5-20 (Под заказ: до 32) мм |
|
Диапазон диаметров шлифования
|
0.05-20 мм |
|
Максимальная длина зажимаемой заготовки/длина шлифования
|
300/200 мм |
|
Система управления (ЧПУ- 4 оси)
|
X/Y/Z/Z′ |
|
Мощность шлифовального шпинделя - черновое шлифование
|
18.5 кВт |
|
Мощность шлифовального шпинделя - чистовое шлифование
|
3.5 кВт |
|
Длина хода по оси X (шпиндель круга чернового шлифования)
|
73 мм |
|
Длина хода по оси Y (шпиндель круга чистового шлифования)
|
40 мм |
|
Длина хода по оси Z (передняя бабка)
|
374 мм |
|
Длина хода по оси Z' (4-я ось)
|
52 мм |
|
Сервопривод осей X/Y/Z/Z'
|
2.0 кВт |
|
Частота вращения шпинделя передней бабки
|
0-3000 Об/мин |
|
Масляный насос высокого давления
|
0.25 кВт |
|
Режим вращения шпинделя передней бабки
|
Фиксированный |
|
Способ позиционирования заготовки
|
Фронтальное, с помощью лазерного указателя |
|
Сервопривод манипулятора по осям U/V/W
|
1.0 кВт |
|
Габаритные размеры станка Д*Ш*В
|
2000*2600*2000 мм |
|
Максимальная линейная скорость шлифовального круга
|
90 м/с |
|
Размеры круга для наружного круглого шлифования
|
250×20×31.75 мм |
|
Частота вращения шпинделя круга для внутреннего шлифования
|
0~9000 об/мин |
|
Размеры шлифовального круга (наруж.диаметр * высота * внутр.диаметр)
|
150×20×31.75 мм |
|
Частота вращения шлифовального круга
|
0~12000 Об/мин |
|
Система подачи и выгрузки материала (ЧПУ-3 оси)
|
U/V/W |
|
Макс.линейная скорость шлифовального круга
|
90 м/с |
|
Мин. размер шага по осям X/Y/Z/Z′
|
0.001 мм |
|
Вес брутто станка (примерн.)
|
5000 кг |
|
Мощность двигателя шпинделя передней бабки
|
1.8 кВт |
|
Вес, кг
|
5000 |
|
Управляемые координаты, шт.
|
ANCA–X/Y/Z/Z’ |
|
Размер (ВхШхГ), см
|
200*260*200 |
|
Максимальная длина обработки, мм
|
300 |
|
Максимальный диаметр обработки
|
20 |
|
Мощность главного привода, кВт
|
1.8 |